
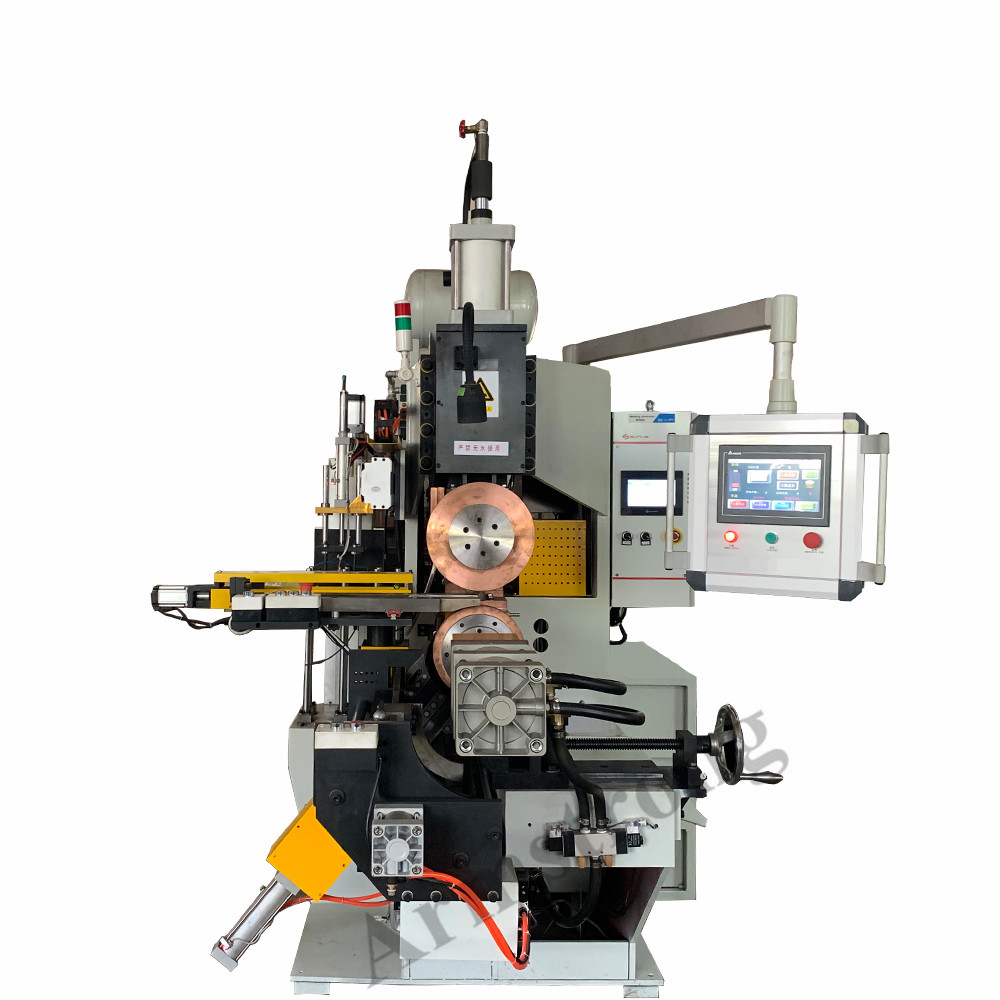



Valčeková zváračka A-BP400
Aplikácia:
Valčekové zváranie, tiež známe ako zváranie obvodovým švom, je metóda, ktorá využíva pár valčekových elektród na nahradenie valcových elektród bodového zvárania a zvárané obrobky sa pohybujú medzi valcami, aby vytvorili tesniaci zvar s prekrývajúcimi sa nugetami na zváranie obrobkov.Všeobecne sa používa striedavý impulzný prúd alebo prúd amplitúdovej modulácie a možno použiť aj trojfázový (jedno) fázový usmernený, strednofrekvenčný a vysokofrekvenčný jednosmerný prúd.Zváranie valcov sa široko používa na zváranie tenkých plechov utesnených nádob v olejových sudoch, plechovkách, radiátoroch, palivových nádržiach lietadiel a automobilov, raketách a raketách.Vo všeobecnosti je hrúbka zvárania v rozmedzí 3 mm jednej dosky.
Brzdová čeľusť v automobile pozostáva hlavne z platničky a rebra.Zvyčajne spájame tieto dve časti procesom zvárania a v tomto čase pôsobí valčekový zvárací stroj.Tento medzifrekvenčný valčekový zvárací stroj na brzdové čeľuste automobilu je ideálnym špeciálnym zváracím zariadením navrhnutým a vyrobeným našou spoločnosťou na výrobu automobilových bŕzd podľa technických požiadaviek na zváranie brzdových čeľustí.
Zariadenie má široké uplatnenie a je vhodné na zváranie jednotlivých výstuží brzdových čeľustí automobilu.Digitálny vstup dotykovej obrazovky sa používa na ovládanie prevádzkových nastavení, ktoré sa jednoducho a pohodlne obsluhujú.
Príslušenstvo k zariadeniam (regál panelového materiálu, vodivá skrinka, servopohon, upínacia forma, tlakový zvárací valec) sú produkty svetoznámych značiek.Okrem toho môže vysoko presný planétový reduktor zlepšiť presnosť polohovania topánky.
Prijíma tiež jednočipový mikropočítač ako hlavnú riadiacu jednotku, ktorá má vlastnosti jednoduchého obvodu, vysokej integrácie a inteligencie, znižuje poruchovosť a je vhodná na údržbu.
Sekcia funkcie riadenia komunikácie a kódu BCD je externe prepojená s priemyselným počítačom, PLC a iným riadiacim zariadením na realizáciu diaľkového ovládania a automatického riadenia, čo zlepšuje efektivitu práce.Pre používateľov je možné uložiť 16 špecifikácií zvárania, aby mohli vyvolať predpolohu.
Výstupná frekvencia medzifrekvenčného regulátora je 1 kHz a regulácia prúdu je rýchla a presná, čo nie je možné dosiahnuť bežnými frekvenčnými zváracími strojmi.
