
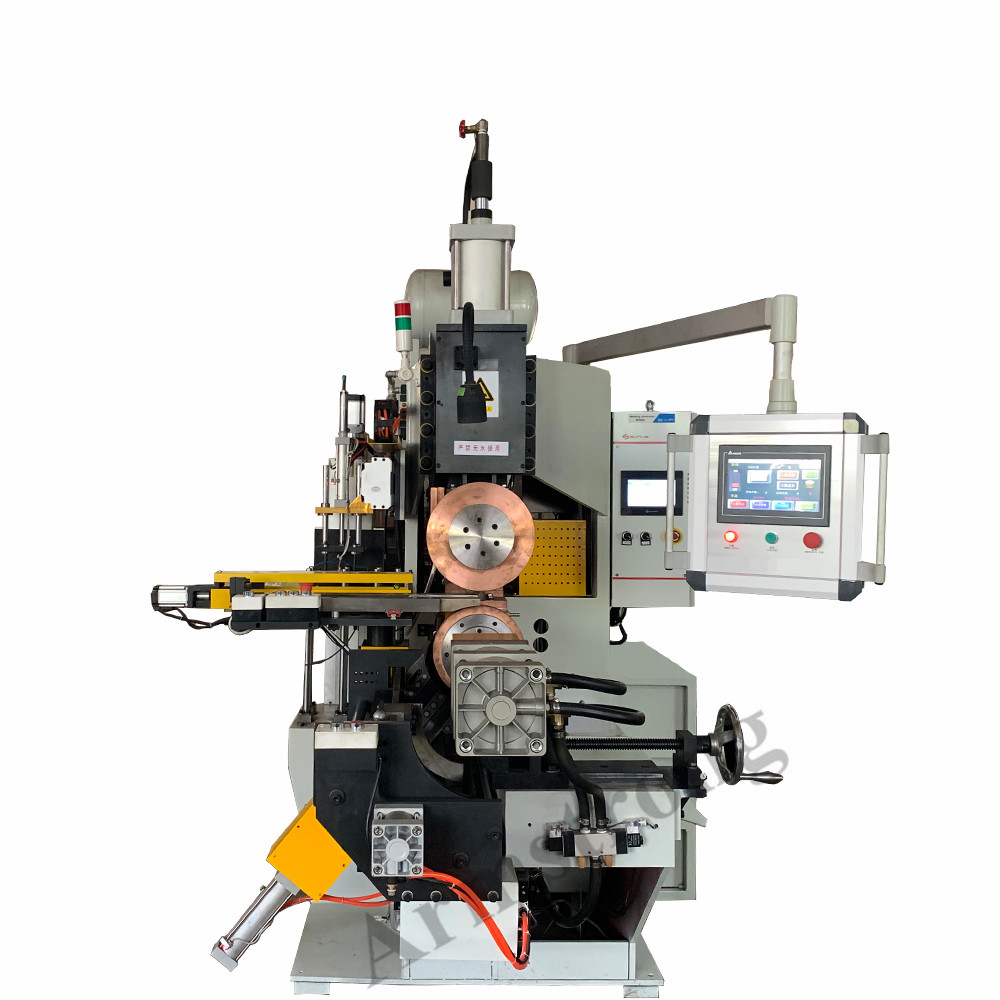



Роликовый сварочный аппарат A-BP400
Приложение:
Роликовая сварка, также известная как сварка по окружности, представляет собой метод, в котором используется пара роликовых электродов для замены цилиндрических электродов точечной сварки, а свариваемые детали перемещаются между роликами для создания герметизирующего сварного шва с перекрывающимися самородками для сварки деталей.Обычно используется импульсный ток переменного тока или ток амплитудной модуляции, а также может использоваться трехфазный (однофазный) выпрямленный, промежуточный и высокочастотный постоянный ток.Роликовая сварка широко применяется для сварки тонких листов герметичных емкостей в бочках из-под масла, канистр, радиаторов, топливных баков самолетов и автомобилей, ракет и реактивных снарядов.Как правило, толщина сварки составляет 3 мм от одной пластины.
Тормозная колодка в автомобиле в основном состоит из пластины и ребра.Мы обычно объединяем эти две части с помощью процесса сварки, и в это время используется машина для роликовой сварки.Этот роликовый сварочный аппарат средней частоты для автомобильных тормозных колодок является идеальным специальным сварочным оборудованием, разработанным и изготовленным нашей компанией для производства автомобильных тормозов в соответствии с техническими требованиями к сварке тормозных колодок.
Оборудование имеет широкий спектр применения и подходит для сварки одинарной арматуры автомобильных тормозных колодок.Цифровой вход с сенсорным экраном используется для управления рабочими настройками, которые просты и удобны в эксплуатации.
Аксессуары для оборудования (стойка для материала панели, токопроводящая коробка, сервопривод, зажимная форма, цилиндр для сварки давлением) являются продуктами всемирно известного бренда.Кроме того, высокоточный планетарный редуктор может повысить точность позиционирования башмака.
Он также использует микрокомпьютер с одним чипом в качестве основного блока управления, который имеет характеристики простой схемы, высокой интеграции и интеллекта, снижает частоту отказов и удобен для обслуживания.
Секция функции связи и управления кодом BCD внешне связана с промышленным компьютером, ПЛК и другим управляющим оборудованием для реализации дистанционного управления и автоматического управления, что повышает эффективность работы.16 спецификаций сварки могут быть сохранены для пользователей, чтобы вызвать предварительную позицию.
Выходная частота контроллера промежуточной частоты составляет 1 кГц, а регулировка тока быстрая и точная, чего нельзя достичь с помощью обычных сварочных аппаратов промышленной частоты.
