Multifunksjons slipemaskin
Hovedoperasjonstrinn:
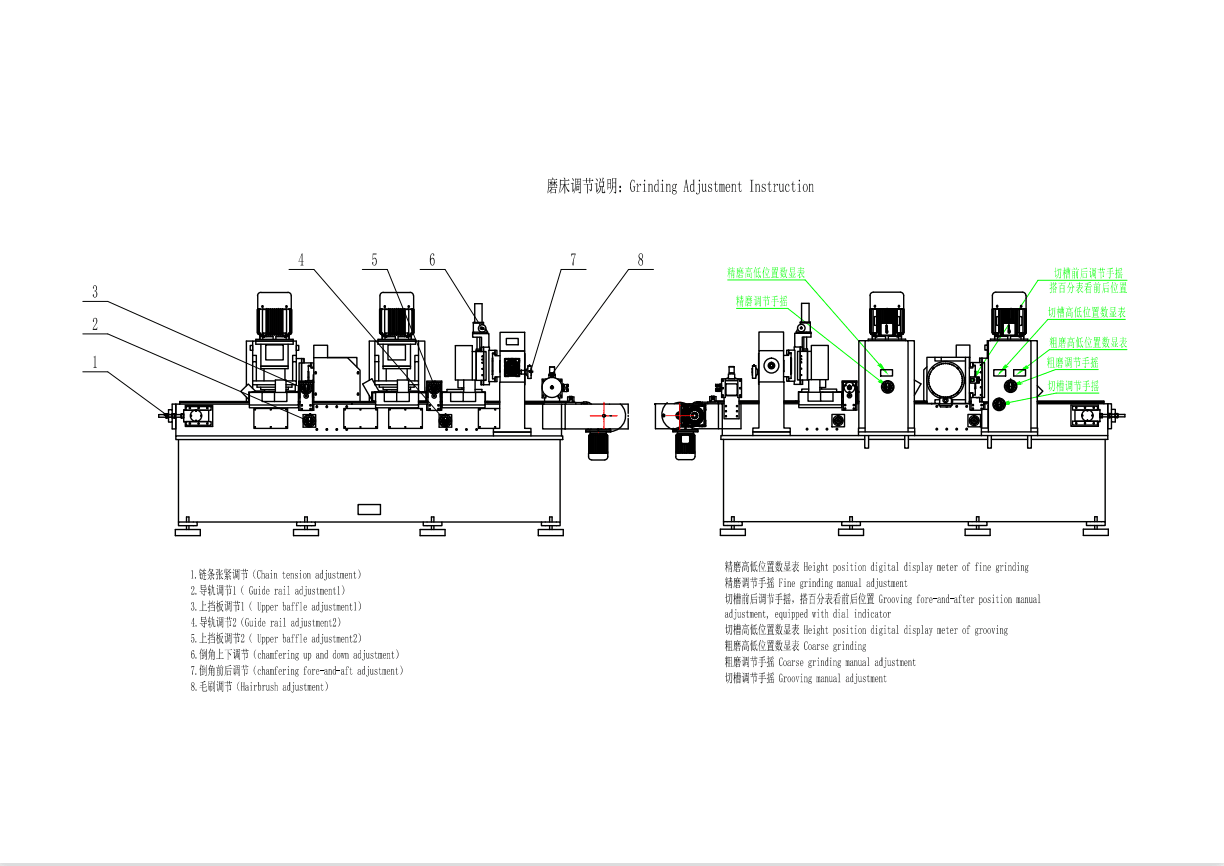
en.Juster malemengden:
Slipemengden justeres ved å vri på justeringshåndhjulet for å endre avstanden mellom slipeflaten og den hvite stålbanen.De øvre og nedre dimensjonene justeres med en lyslinjal (lyslinjalens presisjon er 0,01 mm) og låses med et låsehåndtak.
b.Arbeidsflyt (trinn for trinn)
1. Åpne støvsuget og hovedbryteren, slå deretter på strømknappen, slå på grovsliping, rilling, finsliping, vinkelavfasing, askebørsting og transport i rekkefølge.
2. Løft slipehodemotoren, spormotoren og avfasningsmotoren til en viss høyde og juster litt etter ditt behov.
3. Sjekk produktstørrelsen og slipestørrelsen, beregn den totale slipestørrelsen.
4. Reduser (juster slipemengden) grovslipemotoren til 80 % av den totale slipemengden.
5. Senk (juster spordybden) spormotoren til størrelseskravene.
6. Reduser (juster slipemengde) finslipemotoren til 20 % av den totale slipemengden.
7. Reduser (juster slipehøyden) inn og ut (juster slipebredden) avfasingsmotor til produktstørrelseskrav.
8. Juster frekvenskonverteringsoverføringen i henhold til utgangskravene.
9. Slå av motoren for transport, askebørsting, vinkelavfasing, finsliping, rilling, grovsliping og slå av strømbryteren, trekk ned hovedbryteren.

CGM-P600 transporterende lineær kvern er et spesielt maskinverktøy for overflatebehandling av friksjonsmaterialer til skivebremseklosser til kjøretøy.Den er egnet for sliping, rilling, vinkelavfasing og askebørsting av ulike typer skiveputer, som kan sikre overflateruhet, parallellitet og andre krav til friksjonsputer.
Det er en maskinverktøy som integrerer grovsliping, rilling, finsliping, fasing, askebørsting og omsetning.Den har høy produksjonseffektivitet og stabil kvalitet.Denne maskinen er også egnet for behovene til masseproduksjon.Den har egenskapene til enkel betjening, enkel justering, høy presisjon og kontinuerlige matestykker.

Hele maskinen er sammensatt av base, transportbånd, grovslipeenhet, rilleenhet, finslipeenhet, avfasningsenhet, askebørsteenhet, omsetningsmekanisme og støvsugeenhet.
Arbeidsprinsippet til maskinen er at bremseskiven skyves inn i den permanentmagnetiske hvite stålføringsskinnen av den transporterende skyvelisten, og deretter gjennom grovsliping, rilling, finsliping, vinkelavfasing, askebørsting.Til slutt ville bremseskiven bli veltet i den automatiske dreiemekanismen, og gå inn i neste prosess.