当社のウェブサイトへようこそ!





半自動接着機
応用:
ブレーキパッドを熱圧着する前に、ブレーキパッドの熱圧着後に摩擦材とバックプレートが十分に接着し、ブレーキパッドが必要なせん断強度に達するように、バックプレートにブレーキパッドバックプレート接着剤を塗布する必要があります。一般的に使用されているスチールバックプレート接着剤の塗布方法には、スプレー塗装とローリング塗装があります。これらの手動制御塗布方法では、ブレーキパッドのバックプレート表面の接着剤の厚さが不均一になり、塗布品質が一定でないため、既存の製造プロセスのニーズを満たすことができません。上記の従来技術の欠点に鑑み、本発明は、従来技術における接着品質の低さの問題を解決するために用いられるブレーキパッドバックプレート接着装置を提供することを目的とする。
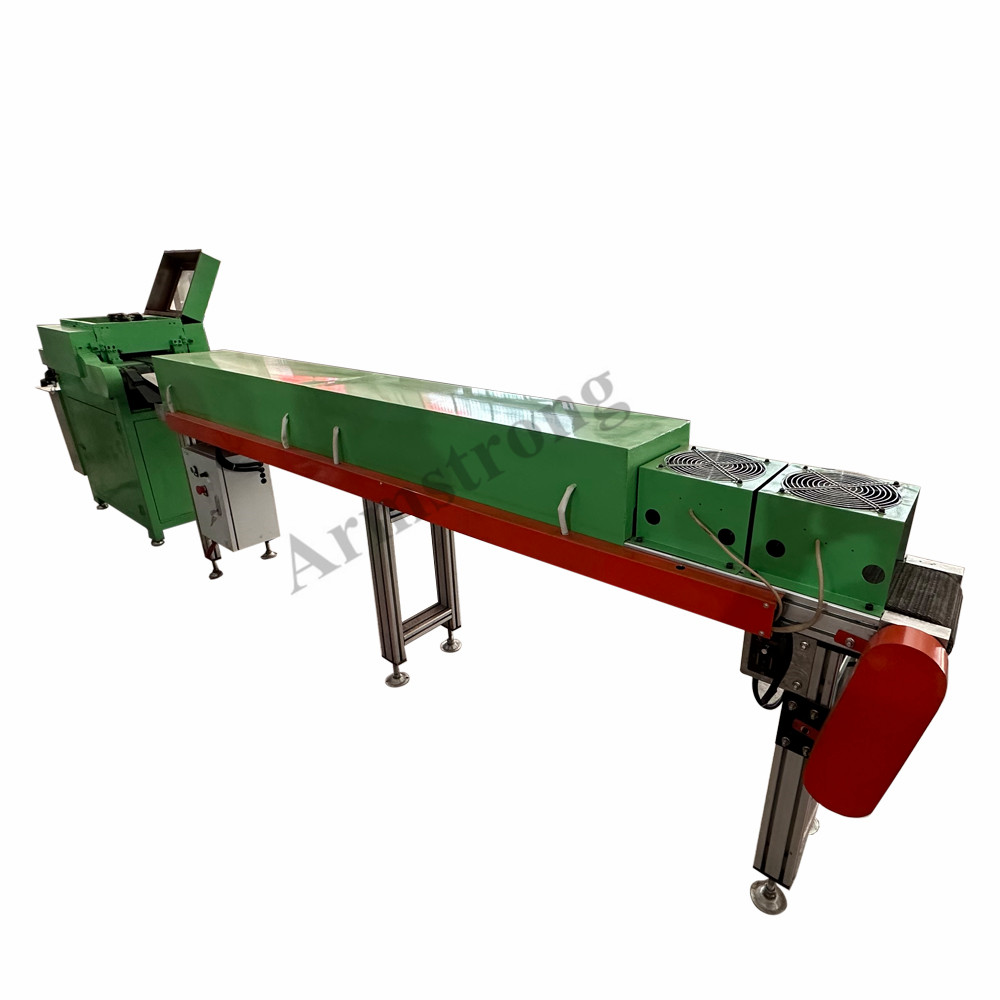
AGM-605鋼板バック接着機は、ブレーキパッドのバックプレート表面に適用されます。本機の動作原理は、液体コーティング剤を鋼板のバックプレート表面に均一に塗布することで、表面に接着剤層を形成することです。接着剤の厚さと供給速度を調整でき、ブレーキパッドを連続的に配置できます。高効率、高生産性、簡単な操作性などの特徴を備えており、お客様の生産ニーズに最適な選択肢となります。
利点:
1. 接着ステーションを2つにアップグレードし、各バックプレートの表面に接着剤が均等に塗布されるようにします。
2. 接着剤の乾燥には遠赤外線加熱パイプと冷却ファンを使用し、ブレーキパッドは出力後に互いにくっつきません。
3.接着ローラーの高さを手動から空気圧による自動に変更することで、生産効率が大幅に向上します。
4、接着剤供給バレルには攪拌機が装備されており、接着剤を均一にし、乾燥を防ぎます。





