Fjölnota malavél
Helstu aðgerðaskref:
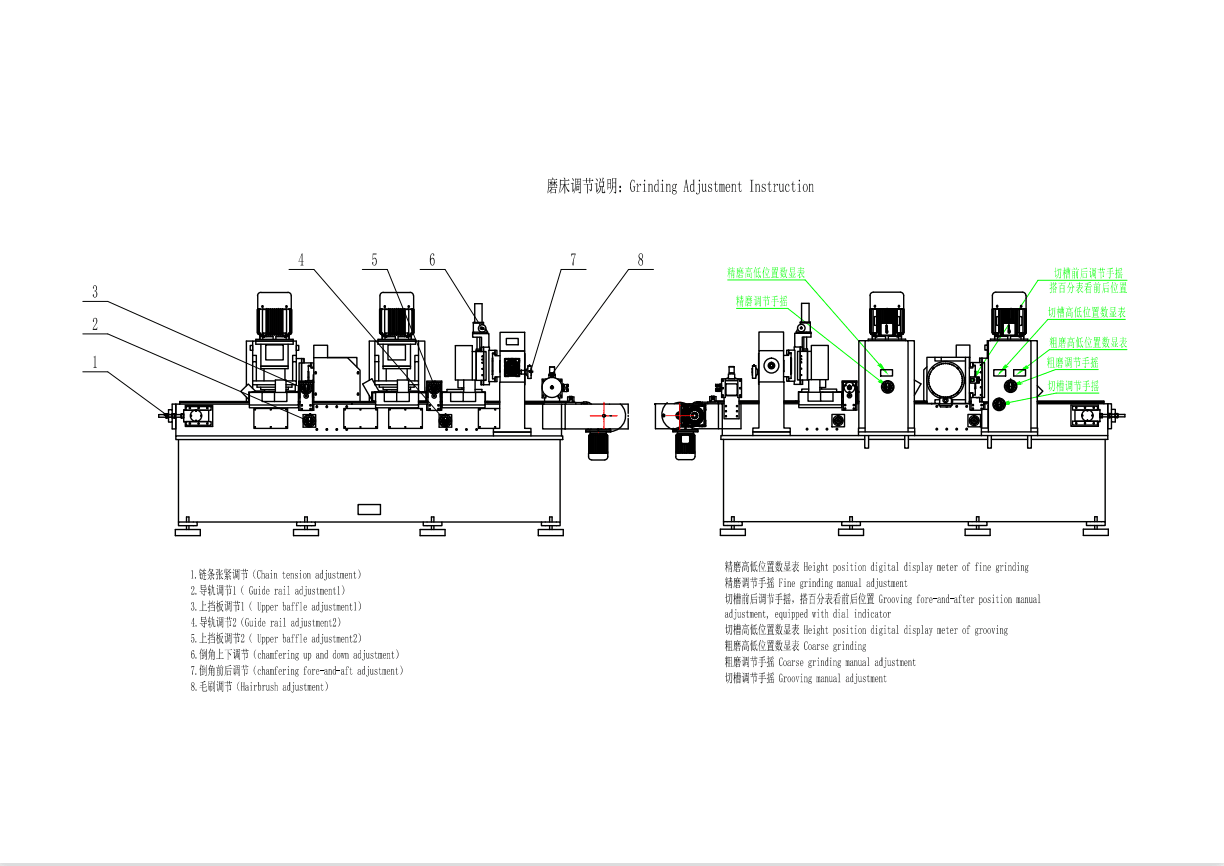
a.Stilltu mala magnið:
Slípmagnið er stillt með því að snúa stillihandhjólinu til að breyta fjarlægðinni milli mala yfirborðsins og hvíta stálbrautarinnar.Efri og neðri mál eru stillt með ljósareglu (nákvæmni ljósareglunnar er 0,01 mm) og læst með læsingarhandfangi.
b.Verkflæði (skref fyrir skref)
1. Opnaðu ryksogið og aðalrofann, kveiktu síðan á aflhnappinum, kveiktu á grófslípun, grófslípun, fínslípun, hornslípun, öskuburstun og flutning í röð.
2. Lyftu slípihaussmótornum, grópmótornum og skurðarmótornum í ákveðna hæð og stilltu aðeins eftir þörfum þínum.
3. Athugaðu vörustærð og malastærð, reiknaðu út heildar mala stærð.
4. Minnka (stilla mala magn) grófmala mótorinn í 80% af heildar mala magninu.
5. Lækkaðu (stilltu grópdýptina) grópmótorinn að stærðarkröfum.
6. Minnka (stilla mala magn) fínmölunarmótor í 20% af heildar mala magni.
7. Minnka (stilla malahæð) inn og út (stilla malabreidd) afslípandi mótor að vörustærðarkröfum.
8. Stilltu tíðnibreytingarsendinguna í samræmi við framleiðslukröfurnar.
9. Slökktu á flutningi, öskuburstun, hornslípun, fínslípun, grófa, grófslípumótor og slökktu síðan á aflrofanum, dragðu niður aðalrofann.

CGM-P600 flutningslínuleg kvörn er sérstakt vélartæki til yfirborðsvinnslu á núningsefnum á diskbremsuklossum ökutækja.Það er hentugur fyrir slípun, gróp, hornafslátt og öskuburstun á ýmsum gerðum diskapúða, sem getur tryggt yfirborðsgrófleika, samsíða og aðrar kröfur um núningspúða.
Það er vinnsluvél sem samþættir grófslípun, grófslípun, fínslípun, afslípun, öskuburstun og veltu.Það hefur mikla framleiðslu skilvirkni og stöðug gæði.Þessi vél er einnig hentugur fyrir þarfir fjöldaframleiðslu.Það hefur einkenni einfaldrar notkunar, auðveldrar aðlögunar, mikillar nákvæmni og samfelldra fóðrunarhluta.

Öll vélin samanstendur af grunni, færibandi, grófslípusamsetningu, grófslípusamsetningu, fínslípunarsamsetningu, afslípusamsetningu, öskuburstasamsetningu, veltubúnaði og ryksogssamsetningu.
Vinnulag vélarinnar er að bremsuskífunni er ýtt inn í varanlegu segulhvítu stálstýribrautina með flutningsþrýstistrimlinum og síðan í gegnum grófslípun, grófslípun, fínslípun, hornslípun, öskuburstun.Að lokum yrði bremsudisknum hvolft í sjálfvirka snúningsbúnaðinum og farið í næsta ferli.