Паўаўтаматычная клеевая машына
Перад гарачым адцісканнем тармазной калодкі неабходна нанесці пласт клею для задняй пласціны тармазной калодкі на заднюю пласціну, каб пераканацца, што фрыкцыйны матэрыял і задняя пласціна маюць дастатковую адгезію пасля гарачага адціскання тармазной калодкі, таксама зрабіце тормаз пляцоўкі дасягнуць неабходнай трываласці на зрух.Звычайна выкарыстоўваныя метады нанясення клею на сталёвую спінку ўключаюць распыленне і пракат.Гэты спосаб нанясення пакрыцця з ручным кіраваннем робіць таўшчыню клею на паверхні задняй пласціны тармазной калодкі нераўнамернай, а якасць пакрыцця неадпаведнай, што не можа задаволіць патрэбы існуючага вытворчага працэсу.З улікам недахопаў вядомага ўзроўню тэхнікі, апісаных вышэй, мэтай вынаходкі з'яўляецца стварэнне прылады для склейвання задняй пласціны тармазной калодкі, якое выкарыстоўваецца для вырашэння праблемы нізкай якасці склейвання ў вядомым узроўні тэхнікі.
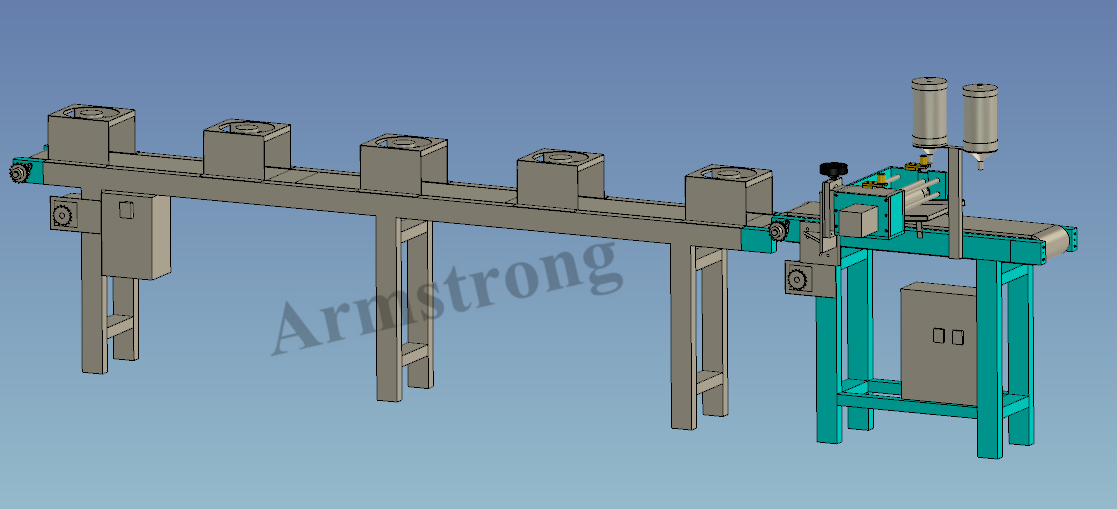
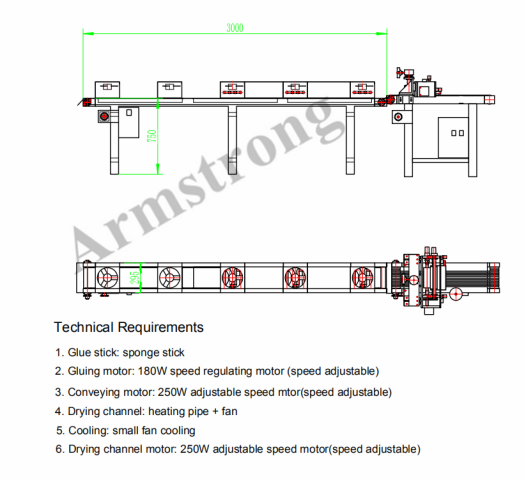
AGM-605 Steel Back Kleing Machine наносіцца на заднюю паверхню пласціны тармазных калодак.Прынцып працы машыны заключаецца ў тым, што вадкае пакрыццё раўнамерна раскочваецца па сталёвай задняй паверхні, што робіць паверхню пластом клею.Гушчыню клею і хуткасць падачы можна рэгуляваць, у той час як тармазныя калодкі можна размяшчаць пастаянна.Ён мае характарыстыкі высокай эфектыўнасці, вялікай прадукцыйнасці і простага кіравання і г. д. Такім чынам, гэта годны выбар для вашых вытворчых патрэб.