Шматфункцыянальны шліфавальны станок
Асноўныя этапы аперацыі:
а.Адрэгулюйце колькасць памолу:
Колькасць памолу рэгулюецца паваротам рэгулявальнага ручнога кола, каб змяніць адлегласць паміж паверхняй памолу і белай сталёвай дарожкай.Верхнія і ніжнія памеры рэгулююцца светлавой лінейкай (дакладнасць светлавой лінейкі 0,01 мм) і фіксуюцца фіксуючай ручкай.
б.Працоўны працэс (крок за крокам)
1. Адкрыйце ўсмоктванне пылу і галоўны выключальнік, затым уключыце кнопку сілкавання, паслядоўна ўключыце чарнавую шліфоўку, нарэзку пазаў, тонкую шліфоўку, зняцце фаскі пад вуглом, чыстку попелу і транспарціроўку.
2. Падніміце рухавік шліфавальнай галоўкі, рухавік для пазаў і рухавік для зняцця фаскі на пэўную вышыню і злёгку адрэгулюйце ў адпаведнасці з вашымі патрэбамі.
3. Праверце памер прадукту і памер памолу, разлічыце агульны памер памолу.
4. Паменшыце (адрэгулюйце колькасць памолу) рухавік грубага памолу да 80% ад агульнай колькасці памолу.
5. Апусціце (адрэгулюйце глыбіню пазы) канавачны рухавік да патрэбнага памеру.
6. Паменшыце (адрэгулюйце колькасць памолу) рухавіка тонкага памолу да 20% ад агульнай колькасці памолу.
7. Паменшыце (рэгулюйце вышыню шліфавання) унутр і вонкі (рэгулюйце шырыню шліфавання) рухавік для зняцця фаскі ў адпаведнасці з патрабаваннямі да памеру прадукту.
8. Адрэгулюйце пераўтварэнне частоты перадачы ў адпаведнасці з патрабаваннямі выхаду.
9. Выключыце рухавік транспарціроўкі, чысткі попелу, зняцця фаскі, тонкай шліфоўкі, нарэзкі канавак, грубай шліфоўкі, а затым выключыце выключальнік харчавання, пацягніце галоўны выключальнік.

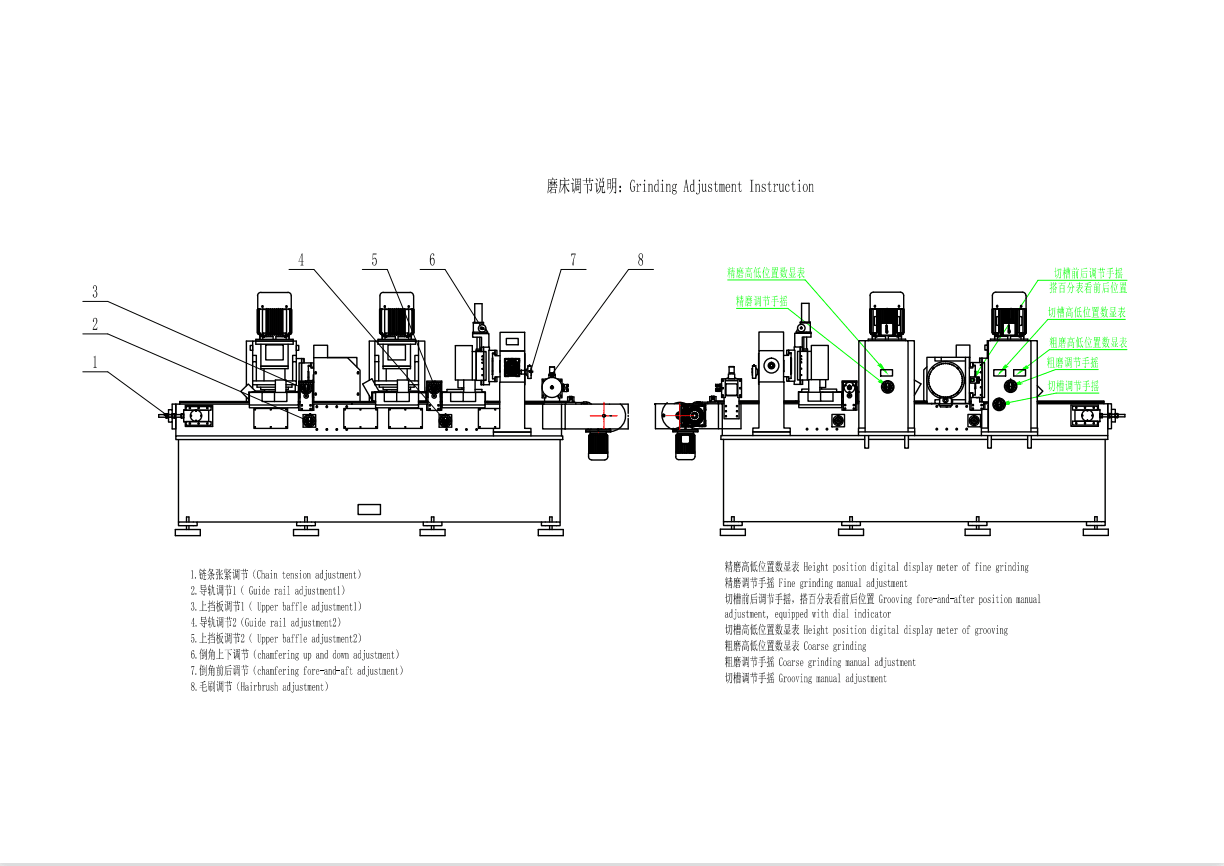
Канвеерная лінейная шліфавальная машына CGM-P600 - гэта спецыяльны станок для апрацоўкі паверхні фрыкцыйных матэрыялаў калодак дыскавых тармазоў аўтамабіляў.Ён падыходзіць для шліфавання, нарэзкі канавак, зняцця фаскі пад вуглом і чысткі попелу розных тыпаў дыскавых калодак, якія могуць забяспечыць шурпатасць паверхні, паралельнасць і іншыя патрабаванні фрыкцыйных калодак.
Гэта апрацоўчы станок, які аб'ядноўвае чарнавую шліфоўку, наразанне канавак, тонкае шліфаванне, зняцце фаскі, чыстку попелу і абарачэнне.Ён мае высокую эфектыўнасць вытворчасці і стабільную якасць.Гэтая машына таксама падыходзіць для патрэб масавай вытворчасці.Ён мае характарыстыкі простага кіравання, лёгкай рэгулявання, высокай дакладнасці і бесперапыннай падачы частак.

Уся машына складаецца з асновы, канвеера, вузла грубага шліфавання, вузла канаўкі, вузла тонкага шліфавання, вузла зняцця фаскі, вузла ачысткі попелу, механізму перавароту і вузла ўсмоктвання пылу.
Прынцып працы машыны заключаецца ў тым, што тармазны дыск упіхваецца ў сталёвую накіроўвалую з пастаяннага магніта з дапамогай націскаючай паласы транспарціроўкі, а затым праз грубую шліфоўку, наразанне канавак, тонкае шліфаванне, зняцце вуглавой фаскі, чыстку попелу.Нарэшце, тармазны дыск будзе перакулены ў механізме аўтаматычнага павароту і ўступіць у наступны працэс.